������ʶ﮵��
﮵����һ�����������﮺Ͻ�Ϊ�������ϣ�ʹ�÷�ˮ�������Һ��һ�ε�أ���ɳ��������ӵ�ظ�����Ӿۺ������Dz�һ���ġ�﮵�صķ������ǰ�����������﮽����Ļ�ѧ���Էdz����ã�ʹ��﮽����ļӹ������桢ʹ�ã��Ի���Ҫ��dz��ߡ����ԣ�﮵�س���û�еõ�Ӧ�á����Ŷ�ʮ����ĩ���Ӽ����ķ�չ��С�ͻ����豸�������࣬�Ե�Դ����˺ܸߵ�Ҫ��﮵����֮�����˴��ģ��ʵ�ýΡ�
 ���﮼�Ҫ���
���﮼�Ҫ���
﮵�أ�Lithium battery����ָ�绯ѧ��ϵ�к���ﮣ���������ﮡ�﮺Ͻ������ӡ�﮾ۺ���ĵ�ء�﮵�ش��¿ɷ�Ϊ���ࣺ﮽�����غ�����ӵ�ء�﮽������ͨ���Dz��ɳ��ģ����ں�����̬��ﮡ�����ӵ�ز����н���̬��ﮣ������ǿ��Գ��ġ�
��ػ�ѧ��Ӧԭ��
﮽��������һ����﮽�����﮺Ͻ�Ϊ�������ϡ�ʹ�÷�ˮ�������Һ�ĵ�ء�������ֵ�﮵��ʹ�����·�Ӧ��Li+MnO2=LiMnO2���÷�ӦΪ������ԭ��Ӧ���ŵ硣
����ӵ��
����
�������ϣ���ѡ���������Ϻܶ࣬Ŀǰ������Ʒ�������������Ρ���ͬ���������϶��գ�
|
|
|
|---|

�������ϵ
������Ӧ���ŵ�ʱ�����Ƕ�룬���ʱ�������Ƕ�� ���ʱ��LiFePO4 �� Li1-xFePO4 + xLi+ + xe-�ŵ�ʱ��Li1-xFePO4 + xLi+ + xe- �� LiFePO4
����
�������ϣ������ʯī���µ��о����������ο����Ǹ��õIJ��ϡ�������Ӧ���ŵ�ʱ������Ѳ壬���ʱ����Ӳ��롣 ���ʱ��xLi+ + xe- + 6C �� LixC6�ŵ�ʱ��LixC6 �� xLi+ + xe- + 6C
�����ϵ
�����Ϸ����ķ�ӦΪ
LiCoO2=���=Li1-xCoO2+XLi+ + Xe-
Li1-xCoO2+XLi+ + Xe-=�ŵ�=LiCoO2
�����Ϸ����ķ�ӦΪ
6C+XLi+ + Xe-=���=LixC6
LixC6=�ŵ�=6C+XLi+ + Xe-
�����з�
�������Ӧ�������������С�﮵�ص��Էŵ��ʼ��ͣ��ŵ��ѹƽ����ʹ����ֲ������IJ����ܹ������������������³�硣﮵��һ���и���3.0���ı�Ƶ�ѹ�����ʺ������ɵ�·��Դ���������̵�أ��㷺���ڼ���������λ������ֱ��С�
Ϊ�˿��������ܸ������Ʒ�֣����ǶԸ��ֲ��Ͻ������о����Ӷ������ǰ��δ�еIJ�Ʒ�����磬﮶��������غ���������ȵ�ؾͷdz����ص㡣���ǵ�������������ͬʱҲ�ǵ��Һ���ܼ������ֽṹֻ���ڷ�ˮ��Һ�ĵ绯ѧ��ϵ�Ż���֡����ԣ�﮵�ص��о���Ҳ�ٽ��˷�ˮ��ϵ�绯ѧ���۵ķ�չ������ʹ�ø��ַ�ˮ�ܼ��⣬���ǻ������˾ۺ��ﱡĤ��ص��о���
1992��Sony�ɹ���������ӵ�ء�����ʵ�û���ʹ���ǵ��ж��绰���ʼDZ�����������Я���͵����豸�������������С��ʹ��ʱ�����ӳ�����������ӵ���в������ؽ����ӣ������ӵ����ȣ��������˶Ի�������Ⱦ��
��Ʒ����
﮵��ͨ���������ࣺ
﮽�����أ�﮽������һ����ʹ�ö�������Ϊ�������ϡ�����﮻���Ͻ����Ϊ�������ϡ�ʹ�÷�ˮ�������Һ�ĵ�ء�
����ӵ�أ�����ӵ��һ����ʹ��﮺Ͻ����������Ϊ�������ϡ�ʯīΪ�������ϡ�ʹ�÷�ˮ����ʵĵ�ء�
��Ȼ﮽�����ص������ܶȸߣ��������ܴﵽ3860��/����������������ʲ����ȶ����Ҳ��ܳ�磬��������Ϊ����ʹ�õĶ�����ء�������ӵ������ ���з�����������������Ϊ��Ҫ�Ķ�����ط�չ������Ϊ����ϲ�ͬ��Ԫ�أ���ɵ����������ڸ��������ܲ���ܴ���ҵ�ڶ���������·�ߵķ����Ӵ�
ͨ������˵�����Ķ��������Ҫ��������﮵�ء�����﮵�ء�����﮵���Լ���Ԫ﮵�أ���Ԫ�����̣���
��չ����
1 1970�������ɭ��M.S.Whittingham����������Ϊ�������ϣ��������Ϊ�������ϣ��Ƴ���﮵�ء�
2. 1980�꣬J. Goodenough ��������﮿�����Ϊ����ӵ����������.
3 1982������ŵ��������ѧ(the Illinois Institute of Technology)��R.R.Agarwal��J.R.Selman��������Ӿ���Ƕ��ʯī�����ԣ��˹����ǿ��ٵģ����ҿ��档���ͬʱ�����ý�����Ƴɵ�﮵�أ��䰲ȫ�������ܹ�ע��������dz������������Ƕ��ʯī��������������ء������õ������ʯī�缫�ɱ���ʵ�������Ƴɹ���
4 1983��M.Thackeray��J.Goodenough���˷����̼⾧ʯ���������������ϣ����еͼۡ��ȶ��������ĵ��硢������ܡ���ֽ��¶ȸߣ���������Զ��������ﮣ���ʹ���ֶ�·������磬Ҳ�ܹ�������ȼ�ա���ը��Σ�ա�
5 1989�꣬A.Manthiram��J.Goodenough���ֲ��þۺ������ӵ��������������ߵĵ�ѹ��
6 1991�����ṫ˾��������������ӵ�ء��������ӵ�ظ������������Ӳ�Ʒ����ò��
7 1996��Padhi��Goodenough���־������ʯ�ṹ�������Σ����������(LiFePO4)���ȴ�ͳ���������ϸ�����Խ�ԣ�����ѳ�Ϊ��ǰ�������������ϡ�
����﮽����Ļ�ѧ���Էdz����ã�ʹ��﮽����ļӹ������桢ʹ�ã��Ի���Ҫ��dz��ߣ�����﮵������Ҫ������Ļ��������½��С���������﮵�صĺܶ��ŵ㣬﮵�ر��㷺��Ӧ���ڵ����DZ�������ͼҵ��Ʒ�ϡ����ǣ�﮵�ض����Ƕ��ε�أ�Ҳ��һ���Ե�ء������Ķ��ε�ص������Ͱ�ȫ�ԱȽϲ
�������ձ����ṫ˾��������̿����Ϊ�������Ժ�﮵Ļ�������������﮵�أ��ڳ�ŵ�����У�û�н���﮴��ڣ�ֻ������ӣ����������ӵ�ء����Ե�ؽ��г��ʱ����ص�����������������ɣ����ɵ�����Ӿ������Һ�˶�������������Ϊ������̼�ʲ�״�ṹ�����кܶ��ף��ﵽ����������Ӿ�Ƕ�뵽̼������У�Ƕ��������Խ�࣬�������Խ�ߡ�ͬ�������Ե�ؽ��зŵ�ʱ��������ʹ�õ�صĹ��̣���Ƕ�ڸ���̼���е�������ѳ��� ���˶����������������������Խ�࣬�ŵ�����Խ�ߡ�����ͨ����˵���������ָ�ľ��Ƿŵ���������Li-ion�ij�ŵ�����У�����Ӵ��ڴ��������������������˶�״̬��Li-ion Batteries����һ��ҡ�Σ�ҡ�ε�����Ϊ��ص�������������Ӿ����˶�Աһ����ҡ�����ر��ܡ�����Li-ion Batteries�ֽ�ҡ��ʽ��ء�
���������Ʒ���ֻ����ʼDZ����ԵȲ�Ʒ�Ĺ㷺ʹ�ã�����ӵ��������������������Ʒ�еõ��㷺Ӧ�ã����ڽ�������������ƷӦ������չ��1998�꣬����Դ�о�����ʼ��ҵ����������ӵ�ء�ϰ���ϣ����ǰ�����ӵ��Ҳ��Ϊ﮵�����������ֵ���Dz�һ���ġ���������ӵ���Ѿ���Ϊ��������
�ݡ��й�﮵����ҵ�г�����Ԥ����Ͷ��ս�Թ滮���������� ��������ʾ���й�﮵���ҵ��ͻ�������Dz�ҵ��Ͷ���ȶȲ�����ͬʱ�������Ӿ磬�����������ƣ������ҵ����ǰ�� �й�﮵��ҵ�ķ�չ·�������Dzݸ�״̬�Է������γɣ���ҵ�����϶��ǵ�һҵ��Ӫ���ص��ǣ�ʵ�����ޣ���ģС������ѹ���ɳ�����չ���ѡ�����������Դ�����������г��ռ䣬��������������IJ���֧�֣��й�﮵��ҵ��Ͷ���ȶȲ�������ҵ���������Ӿ硣
�Ͷ����컷�ڲ������ع�ʣ���߶˻���Ͷ�벻�㣬﮵�ԭ���ϼ۸�������䡣 �Ӳ�ҵ��չ·���ϣ����������ѵ��������Ե綯���ߺ͵綯���г�����С﮵�����Ϊ��չ�������ٵ��춯�������綯����������ķ�չ�켣����Ŀǰ�綯���ߺ͵綯���г��������Ӻ�Ǧ����Ϊ����﮵��Ӧ�þ��淢չ�������춯��Ҫ�����ڹ��⣬�춯������ƷҲ��������Ʒ��Ϊ�����ӹ���֧���Ͽ���������б�����綯�����������ڴ��綯�IJ��Ϻͼ���������ģӦ�û��о��룬���������㣬����ʹ��﮵�ز�ҵ������Ͷ���ȶȲ���������ƣ�������ξ��档
��Ȼ��·�����ۣ�����ǰ���������ã����ε�ز��Ϲ��������߳������ڣ�������ٳɳ��ڣ�Ŀǰ�Ѿ�ӿ�ֳ�һ�����й����Ƚ�ˮƽ�IJ�����ҵ����Щ��ҵרע���ļ���������������οͻ���ͬ������Эͬ�����Ͽ�����Ʒ��ͨ������ǿ��ļ������������Ϳͻ�����������ÿͻ��Ͽɣ����Ͻ��붥���س��̵Ĺ�Ӧ����ϵ��ͨ��Эͬ������һ����������ʵ�����ﵽһ������ѭ����
����һ�����Ͼ�ͷ��ҵ���ź��ļ����Ŀ��ٽ�������ռ�ʵIJ���������ǿ�ߺ�ǿ�����������ص��ע�Ķ��� ������Cell������Pack������Ŀǰ������Ҫ��������װ�ö���ѡ���й�Ϊ��װ���أ�����ʹ�ð����պ����о������װ��Ҳ����й������ڳ��̵IJ���ͬ�����ٷ�չ������Cell����Ϊ��Ӧ�����»��IJ�Ʒ�۸�Խ��Խ��ij�����������װ�ӹ����������ᡢ���ǡ��ֽ�����Դ�����ǵϵȣ��ر��ڷ��ε����ۺ����أ�����ȫ��ռ�ݵ����о��װ�Ĺ�����ɫ�����ε������Ӧ�����ֻ���Ʒ������ȫ���ɵ��о����װ���ۺ����ص��ŵ�о�������ǵ��о����ȫ������װ��ֻ�жമ����Ӧ�òŻύ����װ����װ�ӹ�������Cell������Pack�ӹ�ȥ�ĵ��������ι�ϵ���ݱ��Ϊ�ߺ����־����Ĺ�ϵ��δ�������Ĺ�ϵ�����ء�
﮵�ز���
����Ϳ�㣺����Ϳ��Ҳ��ΪԤͿ�㣬��﮵����ҵ��ͨ��ָͿ�������������塪�����������һ�㵼��Ϳ�㣬Ϳ������Ϳ���������ΪԤͿ����������Ϳ���������������ڵ���е�ʵ������ݵ�70���������������������Դ��ҵ���ر���������﮵�صķ�չ������ˮ�𣬳�Ϊҵ�ڴ��ܻ�ӭ���¼������²�����
����
����Ϳ����﮵�����ܹ���Ч���Ƭ������������ճ�����ʹ������ͬʱ���ڵ�صĵ�����Ҳ������������
1. �Ӵ������½�40%
2. ������������50%
3. ͬ�����£���ص�ѹƽ̨����20%
4. �����뼯���帽�������30%����������ѭ���������Ѳ�����
﮵��Ϳ̼����ʹ��˵��
һ������˵��
Ϳ̼�������ɵ���̼Ϊ���ĸ����ͽ�����ߴ��ȵĵ�����������ת��ʽͿ�������Ƴɡ�
����Ӧ�÷�Χ
Øϸ�����������ʵĹ�����﮵��
Ø����Ϊ���������
Ø����Ϊϸ��������Ԫ/�����
Ø���ڳ������������һ�ε�أ���ǡ���̡��������ʽ�ȣ����ʴ������
�����Ե��/���ݵ���������
Ø���Ƶ�ؼ�����������ЧӦ����߱������ܣ�
Ø���͵�����裬�����Խ�����ѭ�����̵Ķ�̬����������
Ø���һ���ԣ����ӵ�ص�ѭ��������
Ø����������뼯�����ճ���������ͼ�Ƭ����ɱ���
Ø���������岻�����Һ��ʴ��
Ø���������﮵�صĸߡ��������ܣ�����������ﮡ�����﮲��ϵļӹ����ܡ�
�ġ��������
��ӦͿ���Ļ�������D50��ò�����4~5��m��ѹʵ�ܶȲ�����2.25g/cm���ȱ������13~18�O/g��Χ�ڡ�
�塢ʹ���е�ע������
1.�洢Ҫ�����¶�Ϊ25��5�桢ʪ��Ϊ������50%�Ļ����У�����ʱ����������ˮ��������������ʴ��
2.����Ʒ��ΪA��B������ԵĹؼ�����Ϊ��A�����Ϊ��ɫ������Ϳ����Ϊ˫��4~8��m���������ܽϸ�Ϊͻ����B�����Ϊ����ɫ������Ϳ����Ϊ˫��2~3��m��Ϳ�����������ٲ�ĺ��ӣ�������Ϳ����ʶ������϶��
3.B���ɫ��Ϳ̼����������Ϳ����ֱ������������ֻ�ʺϾ���ʽ��غ��Ӽ�������Ƭ���2-3�㣩���������Ĺ��ʡ�ʱ������һЩ����
4.̼���ɢ����Ҫ��������Щ������Ϳ��ʱ��Դ�����濾�¶��ʵ�����
5.����Ʒ��﮵������ݵ��ۺ������нϿɹ۵���������������Ϊ�ı���ij�������ܵ���Ҫ���أ����������ܶȡ��ߵ������ܡ��ߵ�ѹ�ȵȡ�
һ��﮵���������
ﮣ�ԭ������3��ԭ����6.941��������ļ����Ԫ�ء�Ϊ��������ȫ�Լ���ѹ����ѧ���Ƿ�������ʯī������﮵Ȳ����������ԭ�ӡ���Щ���ϵķ��ӽṹ���γ������ȼ���ϸС������ӣ������������ԭ�ӡ�����һ������ʹ�ǵ��������ѣ��������룬Ҳ����������̫��������ЩϸС�Ĵ����ʹ���ԭ�Ӳ����������Ӵ������ⱬը��
����ӵ�ص�����ԭ����ʹ�� �����ڻ�����������ܶȵ�ͬʱ��Ҳ�ﵽ��ȫ��Ŀ�ġ� ����ӵ�س��ʱ���������ԭ�ӻ�ɥʧ���ӣ�����Ϊ����ӡ�����Ӿ��ɵ��Һ�ε�����ȥ�����븺 ���Ĵ�������һ�����ӣ���ԭΪ�ԭ�ӡ��ŵ�ʱ��������������Ϊ�˷�ֹ��ص�������ֱ������ ����·������ڻ��ټ���һ��ӵ���ڶ�ϸ�ĸ�Ĥֽ������ֹ��·���õĸ�Ĥֽ�������ڵ���¶ȹ���ʱ�� �Զ��ر�ϸ�ף������������Խ�����Է��书����ֹΣ�շ�����
������ʩ
﮵��о���䵽��ѹ���� 4.2V �Ὺʼ���������á������ѹ���ߣ�Σ����Ҳ�������ߡ�﮵�о��ѹ ���� 4.2V �� ����������ʣ�µ��ԭ����������һ�룬 ��ʱ��������� �õ���������������Ե��½��� ���������磬���ڸ����Ĵ�����Ѿ�װ�����ԭ�ӣ�������﮽�����ѻ��ڸ������ϱ��档��Щ�ԭ�ӻ� �ɸ�����������������ķ�����֦״�ᾧ����Щ﮽����ᾧ�ᴩ����Ĥֽ��ʹ��������·����ʱ�ڶ�· ����ǰ��ؾ��ȱ�ը��������Ϊ�ڹ�����̣����Һ�Ȳ��ϻ��ѽ�������壬ʹ�õ����ǻ�ѹ���������� �ѣ���������ȥ��ѻ��ڸ���������ԭ�ӷ�Ӧ��������ը����ˣ�﮵�س��ʱ��һ��Ҫ�趨��ѹ���ޣ� �ſ���ͬʱ��˵���ص��������������Ͱ�ȫ�ԡ�������ij���ѹ����Ϊ 4.2V�� ﮵�о�ŵ�ʱҲҪ�е�ѹ���ޡ� ����о��ѹ���� 2.4V ʱ�� ���ֲ��ϻῪʼ���ƻ��� �����ڵ�ػ��Էŵ磬 �����õ�ѹ�����ͣ���ˣ��ŵ�ʱ��ò�Ҫ�ŵ� 2.4V ��ֹͣ��﮵�ش� 3.0V �ŵ絽 2.4V ����ڼ䣬���ͷ� ������ֻռ��������� 3%���ҡ���ˣ�3.0V ��һ������ķŵ��ֹ��ѹ�� ��ŵ�ʱ�����˵�ѹ�����ƣ�����������Ҳ�����Ҫ����������ʱ����������������봢���ۼ� �ڲ��ϱ��档��Щ����ӻ�õ��Ӻ��ڲ��ϱ�������ԭ�ӽᾧ���������һ���������Σ���ԡ���һ ���������ѣ��ͻᱬը�� ��ˣ�������ӵ�صı���������Ҫ����������ѹ���ޡ��ŵ��ѹ���ޡ��������������һ��﮵� �����ڣ�����﮵��о�⣬������һƬ�����壬��Ƭ��������Ҫ�����ṩ������������ǣ������������ �����Ȼ�Dz����ģ�ȫ��﮵�ر�ը�¼�����Ƶ����Ҫȷ�����ϵͳ�İ�ȫ�ԣ�����Ե�ر�ը��ԭ�� ���и���ϸ�ķ�����
������ը��ԭ�����
1���ڲ������ϴ�
2����Ƭ��ˮ,����Һ������Ӧ����
3�����Һ����������,��������
4��עҺʱ��עҺ���ﲻ������Ҫ��
5��װ���Ƴ��м��⺸�����ܷ����ܲ�,©������©��ʱ©��
6���۳�,��Ƭ�۳�����������·
7��������Ƭ�Ϲ��շ�Χƫ��,�����
8��עҺ�������,�����ܷ����ܲ��õ�������
9���������ϴ��ڿDZ�ƫ��,�������Ӱ����.
������ը���ͷ���
��ը���ͷ��� ���о��ը�����οɹ���Ϊ�ⲿ��·���ڲ���·�����������֡��˴����ⲿϵָ��о���ⲿ�������˵� �����ڲ���Ե��Ʋ�����������Ķ�·�� ����о�ⲿ������·�����������δ���жϻ�·ʱ����о�ڲ���������ȣ���ɲ��ֵ��Һ���������� ����dzŴ�����ڲ��¶ȸߵ� 135 ���϶�ʱ�������õĸ�Ĥֽ���Ὣϸ�رգ��绯ѧ��Ӧ��ֹ����� ��ֹ�������轵���¶�Ҳ�����½������������˱�ը���������ǣ�ϸ�ر���̫�����ϸ��������ر� �ĸ�Ĥֽ�����õ���¶ȼ������ߣ�����ĵ��Һ������������dz��ƣ�����������¶���ߵ�ʹ�� ��ȼ�ղ���ը��
�ڲ���·��Ҫ����Ϊͭ����������ë�̴��Ƹ�Ĥ�������ԭ�ӵ���֦״�ᾧ������Ĥ����ɡ���ЩϸС ����״�������������·�����ڣ����ϸ��һ���ĵ���ֵ����ˣ����������û�ܴ�ͭ����ë��ϵ���� ��������ɣ��ɹ۲쵽�������ǵ��©��̫�죬�����ɱ���о��������װ��ɸ����������ң�����ë��ϸС�� ��ʱ�ᱻ�նϣ�ʹ�õ���ָֻ���������ˣ���ë����·������ը�Ļ��ʲ��ߡ� ������˵�������ԴӸ���о���ڲ������г��ã���ѹ��ƫ�͵IJ�����أ�����ȴ���ٷ�����ը�� �����õ�ͳ���ϵ�֧�֡���ˣ��ڲ���·�����ı�ը����Ҫ������Ϊ������ɵġ�
��Ϊ�������Ƭ�ϵ��� ������״﮽����ᾧ���̴��㵽�����ǣ��������ڷ�����·����ˣ�����¶Ȼ������ߣ������½��� ��Һ���塣�������Σ��������¶ȹ���ʹ����ȼ�ձ�ը����������ȱ����ƣ�ʹ������ȥ��﮽����������� ���������DZ�ը�ճ��� ���ǹ��������ڲ���·��ɵ����ֱ�ը������һ�������ڳ��ĵ�ʱ���п��ܵ���¶Ȼ�δ�ߵ��ò��� ȼ�ա�����������Ҳδ���Գ��Ƶ�����ʱ�������߾���ֹ��磬���ֻ����š���ʱ�ڶ����·�������� �ȣ������Ľ�����¶���ߣ�����һ��ʱ��ŷ�����ը�������߹�ͬ���������������ֻ�ʱ�����ֻ��� �̣��ӵ���ͱ�ը�� �ۺ����ϱ�ը�����ͣ����ǿ��Խ������ص���� ����ķ�ֹ���ⲿ��·�ķ�ֹ����������о��ȫ������ �����ص���� �档���й����ֹ���ⲿ��·��ֹ���ڵ��ӷ���������ϵͳ��Ƽ������װ�нϴ��ϵ����о��ȫ������ ֮�ص�Ϊ��ѧ���е����������о���쳧�нϴ��ϵ��
�ġ���ƹ淶
����ȫ���ֻ�������ֻ��Ҫ�ﵽ��ȫ����ȫ������ʧ���ʱ������һ�ڷ�֮һ�����ڣ���·��Ĺ����� һ�㶼Զ����һ�ڷ�֮һ����ˣ����ϵͳ���ʱ���������������ϵİ�ȫ���ߡ������Ĵ���������ó�� ��(adaptor)ֱ��ȥ�����顣����������ķ������Σ���ȫ����������ϵı����塣��Ȼ������Ĺ����ʲ��ߣ����ǣ���ʹ�����ʵ͵������֮һ��������ȫ�������춼���б�ը�¹ʷ����� ���ϵͳ���ܶԹ��䡢���š����������ֱ��ṩ������ȫ������ÿ��������ʧ������������֮һ���� �������Ϳ��Խ�ʧ���ʽ���һ�ڷ�֮һ�������ĵ�س��ϵͳ����ͼ���£��������������������֡�
�ٳ�����ְ���������(Adaptor)����������������֡���������������תΪֱ���磬��������������ֱ�� �������������ߵ�ѹ��
�ڵ������������弰���о���֣��Լ�һ�� PTC ����������������ͼ�� ������������ֱ�����ַ������ã��������������ѹ����������ַ�������: ��������䡢 ���š������ȷ����� ��������ַ�������: ����Ƭ�����о���ֻ����ϵͳΪ�����������ϵ ͳ���ó���������ѹ�趨�� 4.2V ���ң����ﵽ��һ��������������������ϵı�����ʧЧ�����Ҳ���� �����������Σ�ա��ڶ��������DZ������ϵĹ���������ܣ�һ���趨Ϊ 4.3V��������������ƽ�����ظ��� �жϳ�������ֻ�е��������ѹ�쳣ƫ��ʱ������Ҫ���������������������ɱ����弰����Ƭ�������� Ҳ��������������ֹ���������ⲿ��·�����ڹ��ŵ�ֻ�ᷢ���ڵ��Ӳ�Ʒ��ʹ�õĹ��̡���ˣ�һ������� �ɸõ��Ӳ�Ʒ����·�����ṩ��һ��������������ϵı��������ṩ�ڶ��������������Ӳ�Ʒ������� ѹ���� 3.0V ʱ��Ӧ���Զ��ػ�������ò�Ʒ���ʱδ�������ܣ�������ڵ�ѹ�͵� 2.4V ʱ���ر� �ŵ��·��
���ۣ����ϵͳ���ʱ������Թ��䡢���š���������ֱ��ṩ�������ӷ������ѱ������õ����磬�����ػᱬը�ʹ�����Ʋ����� �ѱ������õ����磬�����ػᱬը�ʹ�����Ʋ����� ����������Ȼ�ṩ���������������������������ڳ���������������ԭ�����������磬����� ��ҵ�ߣ����ڳɱ����ǣ��������������õ��������ͳɱ���������ӱ��������ң������ϳ������������� ���������ʹ�ù������ʧȥ�˵�һ��Ҳ������Ҫ��һ�����ߡ�������������ɵ�ر�ը������Ҫ���أ��� �ˣ����ʳ�������ԳƵ����ǵ�ر�ը�¼���Ԫ�ס� ��Ȼ���������еĵ��ϵͳ����������ͼ�ķ���������Щ����£��������Ҳ���г�����������ơ�
���磺����ʼ������������ӵ�ذ������г���������������Ϊ�ʼ��ͼ����һ�㶼�������������� ������ڣ�ֻ��������һ������������ˣ��ʼ��ͼ��������ӵ���飬�ͱ�����һ����������������ȷ ����ӵ������ʹ�����������ʱ�İ�ȫ�����⣬ʹ���������������IJ�Ʒ����ʱҲ�Ὣ������������ ������ڡ� ���ķ��ߣ�������ӵķ�����ʩ��ʧ���ˣ�����һ�����ߣ���Ҫ�ɵ�о���ṩ�ˡ���о�İ�ȫ�㼶�� �����ݵ�о�ܷ�ͨ���ⲿ��·�������������ֵȼ������ڣ���ر�ըǰ������ڲ����ԭ�Ӷѻ��ڲ��ϱ� �棬��ը����������ң�����ķ�������������ʹ�����ʳ������ֻʣһ�����ߣ���ˣ���о�������� ���ȿ��ⲿ��·����������Ҫ�� ���ǵ�о��ֿǵ�о��ȫ�ԱȽ� ��������ڸֿǾ��кܸߵİ�ȫ���ơ�
﮵������ ����̼��? ����ӵ�������������Բ���Ϊ��Ҫ�� VGCF ̼��?
1. �����������ԲĶ������������������⣬һ�㸺��̼���� 20%������ֵ��10.5%�����������ʣ� ���� LFP ���������� 6%������ֵ��2 %���ң����������ʡ�����γ�ŵ��У������������ԲĿ��������֮ ��Ӵ��١���϶�Ӵ�������Щ���뼯�缫�����µ��������Ӵ���·�������������࣬��Ϊ���Ļ��Բģ��� �ٲ���缫��Ӧ�����ѭ��ʹ�������½���VGCF ̼���кܴ�ij����ȣ���ʹ���������Բ�������������� �ԲĿ�����֮��϶���ɽ��� VGCF ̼�ܼ������ӣ����������Ӵ��䲻���ϡ�
�۵� �ԭ���
�--�������̵��(CR)
�Խ����Ϊ�������Ծ����ȴ����Ķ�������Ϊ����������Ĥ����PP��PEĤ��Բ���͵��������ӵ�ظ�Ĥһ�������ҺΪ������﮵��л���Һ��Բ��ʽ���ʽ�������Ҫ��ʪ�ȡ�1%�ĸ��ﻷ����������
�ص㣺���Էŵ��ʣ����Էŵ�ɡ�1%��ȫ�ܷ�(�������ӣ�lazer seal)��ؿ�����10�����������ܷ���һ����5�꣬����������Ʋ��õĻ������ﲻ�������������Բ������̵�ؿ����������ñȽϺõ���γ��Ŀǰ��ʵ���Զ�����������ؿ���������·�����ŵ�Ȳ��Բ���ը��
һ����̨ʽ���Ե������ϣ���һ����ʽ��﮵�أ��ṩ���ĵ�������������ʹ��3�����ң�һЩ���ݵ��Ž����������DZ���Ҳʹ���--�������̵�أ�������ʹ���������½���
�--�������ȵ��
�Խ����Ϊ�����������͵��ҺΪ�������ȣ��Ȼ���������Բ��ʽ��أ�װ����ɼ��е磬��ѹ3.6V���ǹ�����ѹ��ƽ�ȵĵ������֮һ��Ҳ��Ŀǰ��λ�����������������ߵĵ�ء��ʺ��ڲ��ܾ���ά���ĵ��������豸��ʹ�ã��ṩϸ�ĵ�����
����﮵�ػ����--��������ء��--���������صȡ�
����ӵ��Ŀǰ��Һ̬����ӵ��(LIB)���ۺ�������ӵ��(PLB)���ࡣ���У�Һ̬����ӵ����ָ Li +Ƕ�뻯����Ϊ���������Ķ��ε�ء���������﮻�����LiCoO?��LiMn?O?�����������-̼��仯�������ӵ�����ڹ�����ѹ�ߡ����С�������ᡢ�����ߡ�����ЧӦ������Ⱦ���Էŵ�С��ѭ������������21���ͷ�չ��������Դ��
 1992��Sony�ɹ���������ӵ�ء�����ʵ�û���ʹ���ǵ��ƶ��绰���ʼDZ������ȱ�Яʽ�����豸�������������С��ʹ��ʱ�����ӳ�����������ӵ���в������ؽ����ӣ������ӵ����ȣ��������˶Ի�������Ⱦ��
1992��Sony�ɹ���������ӵ�ء�����ʵ�û���ʹ���ǵ��ƶ��绰���ʼDZ������ȱ�Яʽ�����豸�������������С��ʹ��ʱ�����ӳ�����������ӵ���в������ؽ����ӣ������ӵ����ȣ��������˶Ի�������Ⱦ��
﮵�ص���Ⱦ�����еġ�
﮵��ͨ�����������ͣ�Բ���ͺͷ��͡�����ڲ������������ƽṹ����һ�ַdz���ϸ�����Ժ�ǿ�ľ���ϩ��Ĥ���������
���������������ɡ���������������ﮣ�����������ﮡ�����ﮡ���������﮵ȣ�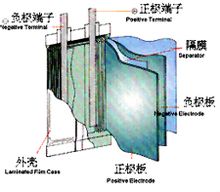
 ��������ɵĵ����ռ�����������ʯī��̼���Ϻ�ͭ����ɵĵ����ռ�����ɡ�����ڳ����л��������Һ�����װ�а�ȫ����PTCԪ��������Բ��ʽʹ�ã����Ա����ڲ�����״̬�������·ʱ������ز�����
��������ɵĵ����ռ�����������ʯī��̼���Ϻ�ͭ����ɵĵ����ռ�����ɡ�����ڳ����л��������Һ�����װ�а�ȫ����PTCԪ��������Բ��ʽʹ�ã����Ա����ڲ�����״̬�������·ʱ������ز�����
����﮵�صĵ�ѹΪ3.7V�����������������Ϊ3.2V�����������Ҳ������������ˣ�����������﮵�ؽ��д������������������㲻ͬ���ϵ�Ҫ��
��һƪ��ʲô��﮵��
��һƪ��﮵���о��뷢չǰ��